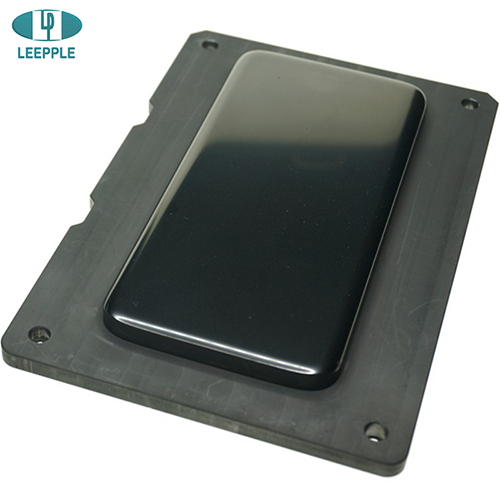
现在有些手机都在追捧所谓的3D玻璃,3D玻璃加工和手机金属外壳相比还是有一定难度的,在3D玻璃热成型工艺中,需要通过高温加热的方式将玻璃软化,在模具中固定得到需要的形状。你知道吗,做出一块弯曲的玻璃需要用到石墨模具。
让一块普通玻璃能变成一块值钱3D曲面玻璃的方法很多,目前行业采用的是磨削和压铸。大家都知道,把一块平面玻璃磨削城一块凹凸曲面状,那需要很长的时间,时间效率远超出了我们的成本。
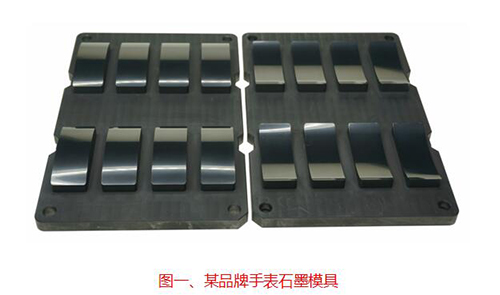
未来,大多模具用户多选择加工玻璃的办法是选择压铸热弯成型。玻璃在真空状态经过高温热压溶化后压铸成型,再经过冷却这一道工序,自然而然能弯曲成型。但,问题出现这里,要想玻璃变成3D曲屏,前提是不是准备要成型石墨模具(治具)?而选择普通的模具钢材料能否耐做高温呢?一般普通的模具钢材料是耐不住耐上千度高温的,上达**的高温会将模具融化的。所以,手机曲屏的模具必须选择耐住高温的石墨材料做成的。

1:模具几何形状的日益复杂化以及产品应用的多元化导致对火花机的放电精准度要求越来越高。石墨电极的优点是加工较容易,放电加工去除率高,石墨损耗小,因此,部分群基火花机客户放弃了铜电极而改用石墨电极。另外,有些特殊形状的电极无法用铜制造,但石墨则较容易成型,而且铜电极较重,不适合加工大电极,这些因素都造成部分群基火花机客户应用石墨电极。
2:石墨电极较容易加工,且加工速度明显快于铜电极。比如采用铣削工艺加工石墨,其加工速度较其它金属加工快2~3倍且不需要额外的人工处理,而铜电极则需要人手挫磨。同样,如果采用高速石墨加工中心 石墨电极制造电极,速度会更快,效率也更高,还不会产生粉尘问题。
3:石墨电极与传统铜电极的设计不同。许多模具厂通常在铜电极的粗加工和精加工有不同的预留量,而石墨电极则使用几乎相同的预留量,这减少了CAD/CAM和机器加工的次数,单是这个原因,足以在很大程度上提高模具型腔的精度。
4.石墨模具加工选择的刀具,石墨含大量的碳原子成分组成, 既很脆又有*高的硬度,该种材料对加工的刀具非常损耗 , 国内一般的涂层刀具满足不了加工时间及产品的精度要求.所以选择加工石墨电极的刀具*其重要。选择PCD或涂层金刚石石墨铣刀,均可以加工。
Leepple石墨刀采用德国金刚石涂层,金刚石厚度8-10UM. 图三、leepple品牌 金刚石刀具有以下几个特点:
一 . *高的硬度。 二 . 好的导热能力。 三 . 低的摩擦系数。
所以LEEPPLE力博的具,涂上CVD金刚石后,刀具的表面获的了高的刃口硬度和强度。适合用于石墨、碳纤维、高硅铝、二氧化锆等非金属材料和有色金属材料的加工,具有良好的性能。在加工25小时后,刀具磨损很少仍然还能保持刀具的精度,普通的钨钢刀具加工石墨2小时,刀具磨得没有尺寸精度了。
1、刀具切削刃口,做过计算机有限元素分析。针对石墨材料的特性而优化设计的刃口形状。切削阻力大幅度降低,主轴受力小,没有主轴震动,可以实现*高速加工。
2、刀具原材料采用瑞士工厂的材料,和金刚石的结合力做过严格认证和系统开发。**了涂层的设计效果。刀具的制造精度高,刀具安装在机床上的跳动小,各刃口受力均匀,刀具震动得到抑制,可获得*高的切削表面光洁度。
3、由于各刃口切削量均匀,因此在*证表面光洁度不变的前提下,可大幅度提高进给量,使加工效率得到**提高。
4、**的螺旋形设计提高了刀具的排屑能力,使加工更加顺畅并延长刀具使用寿命。
5、使用金刚石涂层刀具寿命是一般硬质合金PVD涂层的**倍,且性能稳定。
6,足够厚的金刚石厚度,良好的散热能力,在加工时候,快速的带走切削热量。
7,纳米的金刚石颗粒。经过涂层后,获得了良好的刀具表面光洁度。减低了切削的摩擦力同时,获得了良好的工件表面精度。
 在线客服
在线客服